Shaping Precision: Exploring Aluminium Extrusion Capabilities at Bombay Metrics
In today’s manufacturing world, where lightweight performance, strength, and sustainability define success, aluminum extrusion stands as a key process transforming raw billets into precision-engineered profiles used across industries.
At Bombay Metrics, we leverage advanced extrusion technology and engineering expertise to deliver aluminum solutions that meet global quality and dimensional standards.
Aluminium extrusion is an advanced process that transforms aluminium billets into desired profiles. This process begins with heating the billets to a malleable temperature. The heated billets are then forced through a die using a powerful hydraulic press, creating long shapes with consistent cross-sections ranging from simple to complex geometries.
At Bombay Metrics, we focus on precision, repeatability, and performance in every extrusion. Our capabilities include:
Types of Aluminum Extrusion and Their Industrial Significance
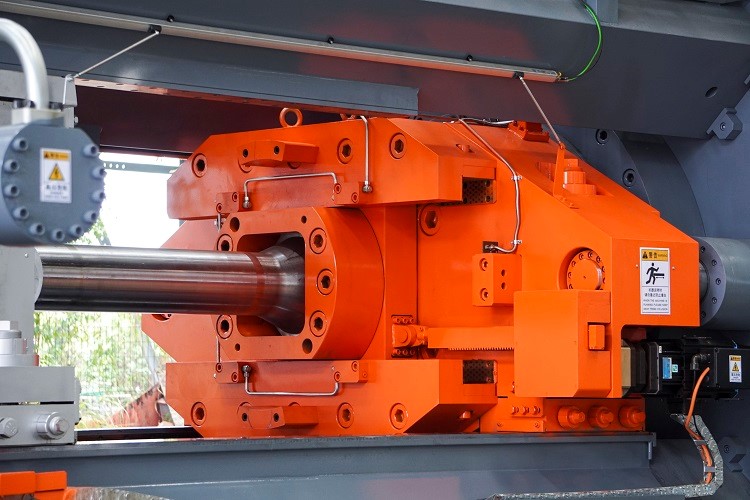
Horizontal Extrusion Press: Extrudes aluminum in a horizontal direction. Advantages include a simple structure, ease of operation, and maintenance. Disadvantages are a large floor space requirement and the impact of gravity on profile deformation.
Power Meets Precision – Understanding Tonnage and Capacity in Aluminum Extrusion at Bombay Metrics
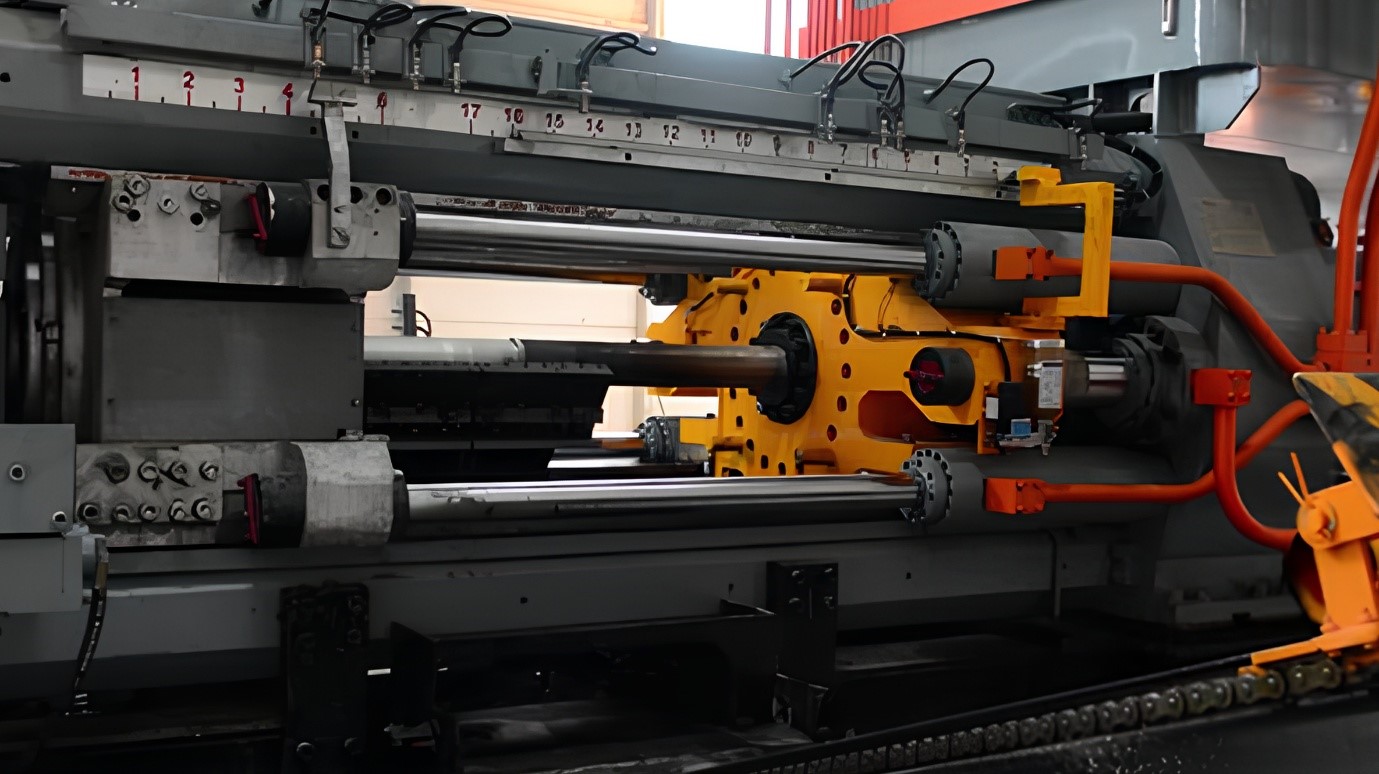
At Bombay Metrics, we take pride in delivering high-quality aluminum extrusions that combine engineering precision with production efficiency. Central to this capability is our range of state-of-the-art aluminum extrusion machines, which operate across press tonnages from 400 to 3000 tons allowing us to handle a wide variety of profile sizes, shapes, and material grades.
- Lower-tonnage presses (400–800T): Ideal for small, intricate, and thin-walled profiles requiring high accuracy and fine detailing.
- Medium-tonnage presses (1000–2000T): Handle standard structural and industrial applications, balancing speed, precision, and strength.
- High-tonnage presses (2500–3000T): Designed for large, heavy-duty profiles, including automotive frames, industrial structures, and aerospace-grade components.
At Bombay Metrics, our aluminum extrusion process is equipped to handle a wide range of profile dimensions, with extrusion capabilities supporting minimum thicknesses from 10 mm to 350 mm ensuring precision, consistency, and strength across every component we produce.

In-House Die Manufacturing
Bombay Metrics’ dedicated tool rooms are equipped with precision CNCs, wire EDMs, and specialized surface finishing systems to create complex, high-tolerance dies as per global customer requirements. Their in-house die design and build capabilities enable:
- Rapid development of new dies tailored for aluminum and other metals.
- Customization for even the most intricate product geometries and tight tolerances.
- Rigorous trial and validation, ensuring every die meets stringent production standards before release.
Through close collaboration with engineering and production teams, the company ensures seamless integration of the die into upstream and downstream processes, reducing lead times and increasing efficiency across the supply chain.
Die Maintenance & Lifecycle Management
Regular maintenance is critical to ensuring process reliability and consistent part quality. Bombay Metrics offers:
- Preventive and predictive maintenance programs for all in-use dies.
- In-situ reconditioning, polishing, and repair services to extend tool life.
- Fast turnaround for modifications or urgent breakdowns.
- Data-driven monitoring of wear patterns, enabling proactive interventions and minimized downtime.
Engineering Precision: Aluminum Alloy Applications in Extrusion Processes
Series 1100: Commercially pure aluminum known for excellent corrosion resistance, high thermal conductivity, and superior formability. Used in decorative components and heat exchanger tubes.

Series 3003: Contains manganese as the major alloying element, offering improved strength while maintaining good corrosion resistance. Common in heat exchangers and air conditioning systems.
Series 6063: Favoured for its excellent surface finish, corrosion resistance, and extrusion characteristics. Ideal for ornamental and precision applications like window frames, trims, and thin-walled profiles.

Series 6061: Stronger and more versatile than 6063, combining high strength, machinability, and weldability — used in transportation, machinery, and automotive industries.
Series 7004: A low-end 7000 series alloy that’s heat-treatable, easy to extrude, and has a high strength-to-weight ratio. Used in sports goods, bicycles, and motorcycles.
Alloys and Their Suitability for Straightening & Aging Heat Treatment
Straightening: All series can be straightened, but heat-treatable alloys (6061, 6063) offer the best balance between formability and mechanical strength after straightening.
Aging: A heat treatment process used to increase the strength and hardness of heat-treatable aluminum alloys (6000 and 7000 series). After extrusion or solution heat treatment, aluminum is either naturally aged at room temperature or artificially aged in a temperature-controlled oven.
Heat-Treatable Series: 6000 and 7000 (6061, 6063, 7004) respond well to solution treatment and aging (T5/T6 tempers).
Non-Heat-Treatable Series: 1000 and 3000 (1100, 3003) rely on cold working instead of heat treatment for strengthening.
From Extrusion to Perfection: Machining, Punching & Bending Capabilities
Machining: Our machining facilities are equipped with advanced CNC milling, turning, drilling, tapping, and cutting machines. By integrating machining directly after extrusion, we eliminate multiple handling stages and ensure superior dimensional accuracy and reduced production costs.
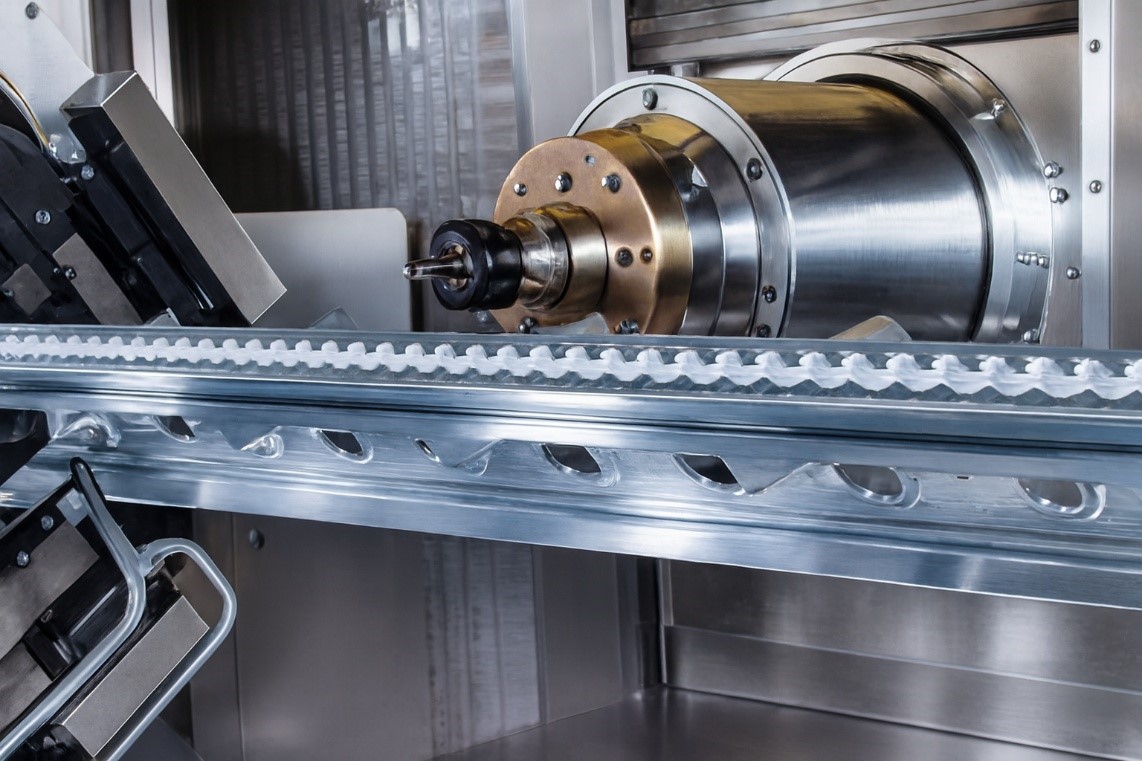
Our quality control team inspects each component with precision measuring equipment to maintain strict adherence to global standards and customer specifications.
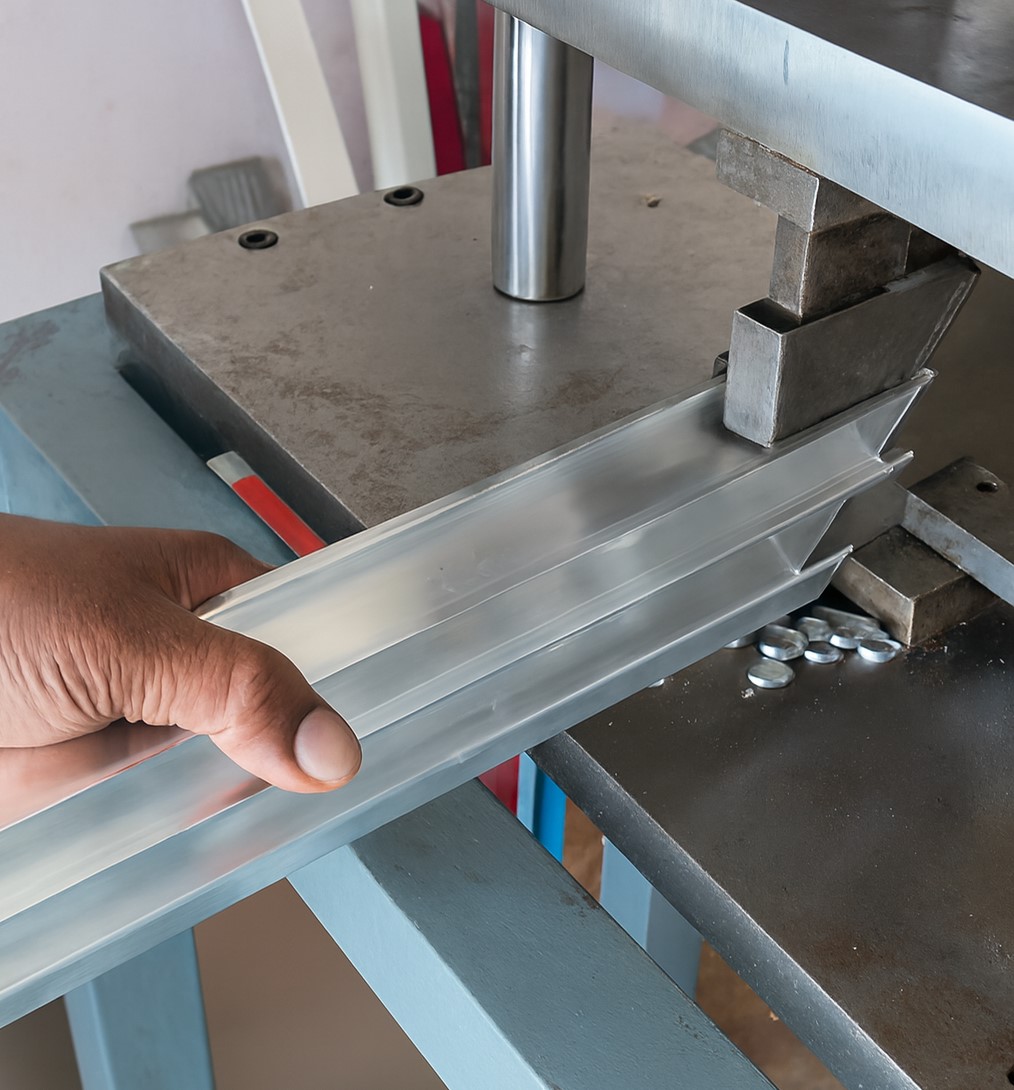
Punching: Our aluminum punching process shapes extruded profiles into assembly-ready components. Punching creates holes, slots, or cutouts using high-speed mechanical or hydraulic presses — vital for precise fitting or integration with other assemblies.
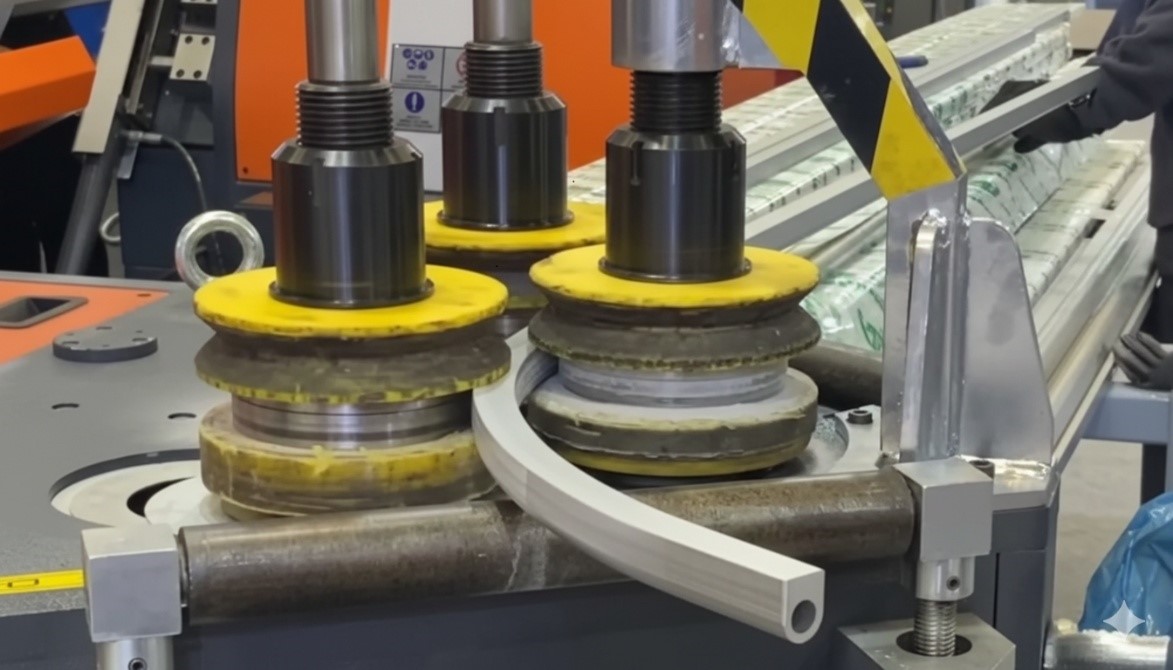
Bending: Transforming straight aluminum extrusions into complex, performance-driven shapes. Our advanced CNC bending and roll-forming machines enable tight radii, consistent curvature, and distortion-free bends across alloys and profiles.
Transforming Alu Metals into Masterpieces

Anodising: An electrochemical process that enhances the natural oxide layer on aluminum surfaces. It transforms the surface into a durable, corrosion-resistant, and wear-protective layer without altering mechanical properties. At Bombay Metrics, our anodising process ensures a perfect blend of technical precision and visual appeal.
Powder Coating: A dry finishing process where electrostatically charged pigment and resin particles are sprayed and heat-cured, forming a uniform, durable, and protective finish. It’s not just finishing — it’s performance engineering.
Shot Blasting: A controlled surface preparation method using abrasive media to clean, strengthen, or polish metal surfaces. Our automated systems ensure consistent surface treatment from small precision components to large structural elements.
“At Bombay Metrics, aluminum extrusion isn’t just a process — it’s a precision-driven art backed by engineering expertise. From material selection and die design to machining and surface finishing, we deliver end-to-end extrusion solutions that ensure strength, accuracy, and aesthetic excellence.”
“Our focus remains clear — to help customers achieve lightweight, durable, and cost-efficient designs that perform with reliability and style.”